Cerrar



Descarga
6. PRECAUCIONES PARA EL MONTAJE
El plástico es un mal conductor de calor y tiene un coeficiente de expansión térmica distinto al de los insertos metálicos, por eso deben adoptarse precauciones para evitar que, durante el mecanizado del agujero, los núcleos y los insertos se calienten excesivamente: de hecho, el calor producido no se disipa, y las partes metálicas se expanden y dan lugar a esfuerzos en el interior del cuerpo del material plástico, lo que tiene efectos perjudiciales sobre la resistencia del conjunto (Duroplásticos). Además, si se trata de materiales termoplásticos (Tecnopolímeros), podrían alcanzarse temperaturas cercanas al punto de ablandamiento, con el peligro de comprometer el anclaje del inserto metálico.
Por lo tanto, es necesario adoptar siempre velocidades de corte y avance tales que produzcan calentamientos locales reducidos, así como refrigerar de manera intensiva cuando los agujeros tengan un diámetro y profundidad grandes con respecto a las dimensiones del inserto.
Para conservar el máximo brillo de las superficies, se recomienda, una vez terminado el mecanizado, evitar que el material plástico permanezca mojado durante demasiado tiempo, retirando todos los restos de agua emulsionada de la superficie, o mejor, si es posible, utilizar solo aceite.
Los mecanizados que suelen utilizarse para el montaje de volantes o empuñaduras son:
- Rectificación del agujero axial en los insertos (agujero ciego)
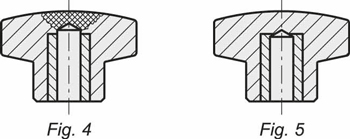
Al rectificar el agujero de un inserto metálico incorporado, es necesario evitar siempre la operación mostrada en la Fig. 4, porque tanto durante el taladrado como durante la inserción del eje, una zona del recubrimiento de plástico puede verse sometida a esfuerzo, con el consiguiente riesgo de resquebrajamiento o desenganche de la parte sombreada con líneas cruzadas. La operación mostrada en la Fig. 5 es la más racional.
Tenga en cuenta que, en los elementos de ELESA+GANTER, la rectificación del agujero axial puede hacerse en las condiciones correctas indicadas anteriormente , ya que la longitud de los insertos incorporados siempre aparece en la tabla de cada artículo. Por lo tanto, para conocer la profundidad del agujero, basta consultar el plano de base.
- Rectificación del agujero axial en los insertos (en caso de agujero pasante)
Si la operación de taladrado no solo afecta al inserto metálico sino también a una capa del material de recubrimiento, es necesario centrar cuidadosamente el volante y empezar el taladrado por la parte del material plástico; de lo contrario, podrían producirse rebabas al retirar la herramienta.
- Roscado transversal en el inserto para tornillo sin cabeza
Debe realizarse de acuerdo con las instrucciones facilitadas anteriormente. Evite el roscado tanto del metal como del plástico: es preferible efectuar el agujero en la parte de plástico y roscar solamente la parte metálica.
Las operaciones de taladrado o roscado efectuadas íntegramente en el material plástico son excepcionales. Tenga en cuenta que la dificultad con la que se disipa el calor producido localmente, también debido a la acción abrasiva del material plástico sobre la herramienta, empeora notablemente las condiciones de trabajo de este última, produciendo un rápido desgaste de las hojas de corte (utilice herramientas de metal duro).
-
Generals
-
1. Materiales plásticos
- 1.1 Resitencia mecánica
- 1.2 Resistencia térmica
- 1.3 Resistencia y dureza superficial
- 1.4 Resistencia a los agentes químicos
- 1.5 Resistencia a los agentes atmosféricos y rayos uv
- 1.6 Resistencia a la llama
- 1.7 Propiedades eléctricas
- 1.8 Acabado superficial y lavado
- 1.9 Cumplimiento de las normas internacionales
- 1.10 Competencia del departamento técnico de elesa+ganter
- 2. Materiales metálicos
- 3. Otros materiales
- 4. Tolerancias de mecanizado
- 5. Empuñaduras fijas
- 6. Precauciones para el montaje
- 7. Ejecuciones especiales
- 8. Colores
- 9. Valores de las pruebas
-
10. Tablas técnicas
- 10.1 Tablas de conversión
- 10.2 agujeros cuadrados y ejes DIN 79
- 10.3 Chaveteros DIN 6885
- 10.4 Agujeros transversales GN 110 y GN 110.1
- 10.5 Roscados métricos ISO DIN 13
- 10.6 Roscados GAS-BSP cilíndricos DIN 228
- 10.7 Valores de resistencia DIN EN ISO 898-1 | DIN EN 20898-2
- 10.8 Tolerancias básicas ISO DIN 286 ISO
- 10.9 Clasificación de protección IP
- 10.10.1 PFB | PRB Bloqueo para roscas con efecto de interferencia y cubierta de poliamida /Cubierta completa de poliamida
- 10.10.2 MVK (Microencapsulación) es un bloqueo para roscas con adhesivo(rojo).
- 10.11 Características del acero inoxidable
- 10.12 Tratamientos superficiales
- 10.13 Características del acero al carbono, aleaciones de cinc, aluminio y latón
- 10.14.1 Características de Duroplásticos, elastómeros, tecnopolímeros y gomas
- 10.14.2 Características de Duroplásticos, elastómeros, tecnopolímeros y gomas
- 10.14.3 Características de Duroplásticos, elastómeros, tecnopolímeros y gomas
- 10.15 Capacidad de carga de asas en 'U'
- 10.16 Capacidad de carga de bisagras de metal
- 10.17 Resistencia de posicionadores de muelles
- 10.18 Elementos de fijación GN 965 y GN 968
- 11. Elementos antivibratorios
-
1. Materiales plásticos
- Diseño higiénico
- Elementos de maniobra
- Pomos de apriete
- Elementos de control
- Indicadores de posición
- Elementos de posicionamiento
- Juntas
- Elementos de transmisión
- Elementos de nivelación
- Bisagras
- Elementos de cierre
- Bridas
- Accesorios para sistemas hidráulicos
- Abrazaderas de conectores
- Ruedas
- Imanes
- Componentes para transportadores
- Guías lineales
- Sistemas antivibratorios
- Componentes para el vacío
- Muelles de poliuretano